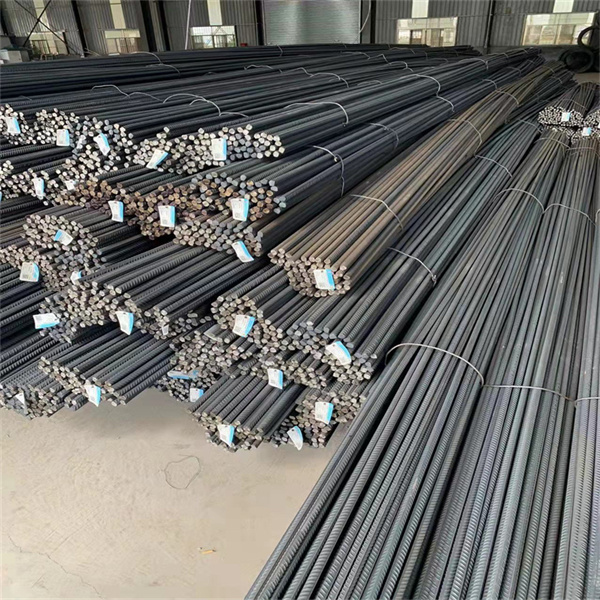
Armeringsjärn Hrb355 Hrb400 Hrb500 8mm 10mm 12mm 14mm 16mm Ribbad stång Deformerad stång Stång





klassificering
Den varmvalsade ribbada stålstången är indelad i tre kvaliteter: HRB335 (den gamla kvaliteten är 20MnSi), kvalitet tre HRB400 (den gamla kvaliteten är 20MnSiV, 20MnSiNb, 20Mnti) och kvalitet fyra HRB500.
Det finns två vanliga klassificeringsmetoder för armeringsstänger:en är att klassificera efter geometrisk form, och den andra är att klassificera eller klassificera efter tvärsnittsformen på tvärgående stänger och stängernas avstånd. Typ II. Denna klassificering återspeglar huvudsakligen armeringens klämprestanda.
Den andra är enligt prestandaklassificering (kvalitet), såsom den nuvarande implementeringsstandarden i mitt land, armeringsjärnet är (GB1499.2-2007) tråden är 1499.1-2008), och armeringsjärnet är indelat i 3 enligt hållfasthetsgrad (sträckgräns/draghållfasthet). Kvalitet; i japansk industristandard (JI SG3112) är stålstänger indelade i 5 kategorier enligt deras omfattande egenskaper; i brittisk standard (BS4461) specificeras också flera kvaliteter av stålstängers prestandatester. Dessutom kan stålstänger också klassificeras efter användning, såsom vanliga stålstänger för armerad betong och värmebehandlade stålstänger för förspänd armerad betong.

aspekt
1) Nominellt diameterområde och rekommenderad diameter
Den nominella diametern för stålstänger varierar från 6 till 50 mm, och de rekommenderade nominella diametrarna för stålstänger är 6, 8, 10, 12, 14, 16, 20, 25, 32, 40 och 50 mm.
2) Den tillåtna avvikelsen för ytans form och storlek på den ribbade stålstången
Konstruktionsprinciperna för ribbade stålstänger bör uppfylla följande krav:
Vinkeln β mellan den tvärgående ribban och stålstångens axel bör inte vara mindre än 45 grader. När den inre vinkeln inte är större än 70 grader, bör riktningen på de tvärgående stängerna på båda sidor av stålstången vara motsatt;
Det nominella avståndet l mellan tvärgående stänger bör inte vara större än 0,7 gånger stängernas nominella diameter;
Vinkeln α mellan sidan av den tvärgående ribban och stålstångens yta får inte vara mindre än 45 grader;
Summan av mellanrummen (inklusive bredden på längsgående ribbor) vid ändarna av tvärgående ribbor på båda intilliggande sidor av stålstången får inte vara större än 20 % av stålstångens nominella omkrets.
När stålstångens nominella diameter inte är större än 12 mm, bör den relativa ribbans area inte vara mindre än 0,055; när den nominella diametern är 14 mm och 16 mm, bör den relativa ribbans area inte vara mindre än 0,060; när den nominella diametern är större än 16 mm, bör den relativa ribbans area inte vara mindre än 0,065. Se bilaga C för beräkning av relativ ribbans area.
Ribbade stålstänger har i allmänhet längsgående stänger, och det finns även de utan längsgående stänger;


3) Längd och tillåten avvikelse
En längd
Stålstänger levereras vanligtvis i fasta längder, och den specifika leveranslängden bör anges i kontraktet;
Stålstänger kan levereras i rullar, varje rulle ska vara en stålstång, och 5% av antalet rullar per sats (mindre än två rullar är två rullar) består av två stålstänger. Skivans vikt och skivdiameter bestäms genom förhandling mellan leverantör och köpare.
b. Längdtolerans
När den fasta längden levereras är den tillåtna avvikelsen för stålstångens längd inte mer än ±25 mm;
När minimilängden krävs är avvikelsen +50 mm;
När maximal längd krävs är avvikelsen -50 mm.
c. Krökning och ändar
Änden på stålstången ska skäras rakt, och den lokala deformationen kommer inte att påverka användningen
bildpresentation


shibushiwojnushuohuawomenjiuyongyuandoushiyzngyangde,nigaosuwodadiwomenzhiqinayouanaxieweneti,womenzhijandeewtnidaodikebukeyijiejue.zaishiwoemgnagwomenzhijiqnadaodidzennmene.
värdelös
fjädra
väst
asjgowdhaogrhg
Relaterade produkter
-

Bästa pris kallvalsad platta Q195 kolstål ...
PRODUKTBESKRIVNING Kallvalsning Kallvalsning: med varmvalsad stålspole som råmaterial, efter betning för att avlägsna oxidskinnet för kall kontinuerlig valsning, valsas den färdiga produkten hårdvalsad, på grund av kallhärdning orsakad av kontinuerlig kalldeformation av den valsade hårdvalsen styrka, hårdhet, seghet och plastindex minskar, så stämplingen ...
-

tråd Elektrisk 4+1 kärna femkärnig hårdtrådig flam...
PRODUKTBESKRIVNING Den består av tre delar: trådkärna, isoleringsskikt och skyddande skikt. Trådkärnan används för att leda ström och är vanligtvis tvinnad av flera trådar koppartråd eller flera trådar aluminiumtråd. Lågspänningskablar har enkärna, dubbelkärna, trekärna, fyrakärna och så vidare. Tvåkärniga kablar används för enfas...
-

Högkvalitativ kallvalsad kolstålplåt
PRODUKTBESKRIVNING Varmvalsning Varmvalsning använder plattor (främst stränggjutningsämnen) som råmaterial och framställer bandstål från grovvalsning och finbearbetningsvalsning efter uppvärmning. Det varma stålbandet från det sista finbearbetningsvalset kyls till den inställda temperaturen med laminärt flöde och valsas till stålbandsrullar av haspeln. Det kylda stålbandsrullen produceras...
-

Fabriks grossistpris i bulk billigt högt pu ...
PRODUKTBESKRIVNING Kopparkatod avser generellt elektrolytisk koppar. En tjock platta av råkoppar (99 % koppar) framställdes i förväg som anod, en tunn platta av ren koppar framställdes som katod och en blandning av svavelsyra och kopparsulfat användes som elektrolyt. Efter elektricitet löses koppar upp i kopparjoner (Cu) från anoden...
-
DX51D Galvaniserad stålspole Zinkbelagd Gi-plåt ...
PRODUKTBESKRIVNING Galvaniserad stålspole avser stålplåt som kontinuerligt nedsänks i smältzinkpläteringstanken för en rulle, tillverkad av galvaniserad stålplåt, legerad galvaniserad stålplåt, huvudsakligen med hjälp av kontinuerlig galvaniseringsprocess. Efter spåret värms den omedelbart upp till cirka 500 °C för att bilda en zink-järnlegeringsbeläggning. Denna galvaniserade spole h...
-

0,8 mm kallvalsad galvaniserad järnstålspole ...
PRODUKTUTSTÄLLNING Galvaniserad stålrulle avser stålplåt som kontinuerligt nedsänks i smältzinkpläteringstanken för en rulle, tillverkad av galvaniserad stålplåt, legerad galvaniserad stålplåt, huvudsakligen med kontinuerlig galvaniseringsprocess. Efter spåret värms den omedelbart upp till cirka 500 °C för att bilda en zink-järnlegeringsbeläggning. Denna galvaniserade rulle har g...





